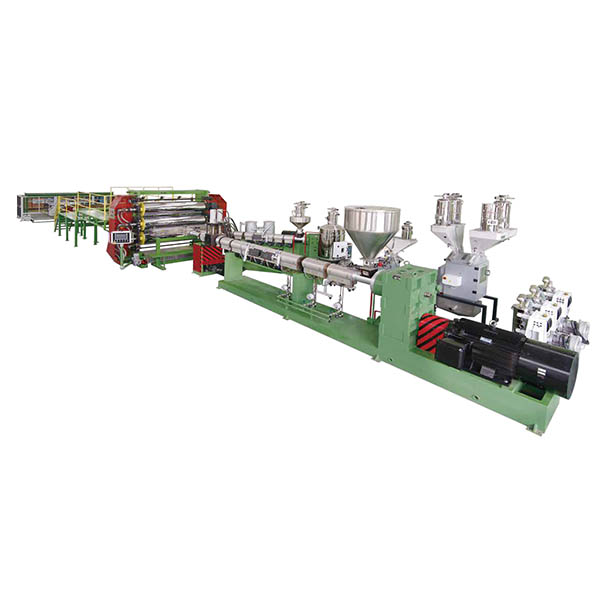
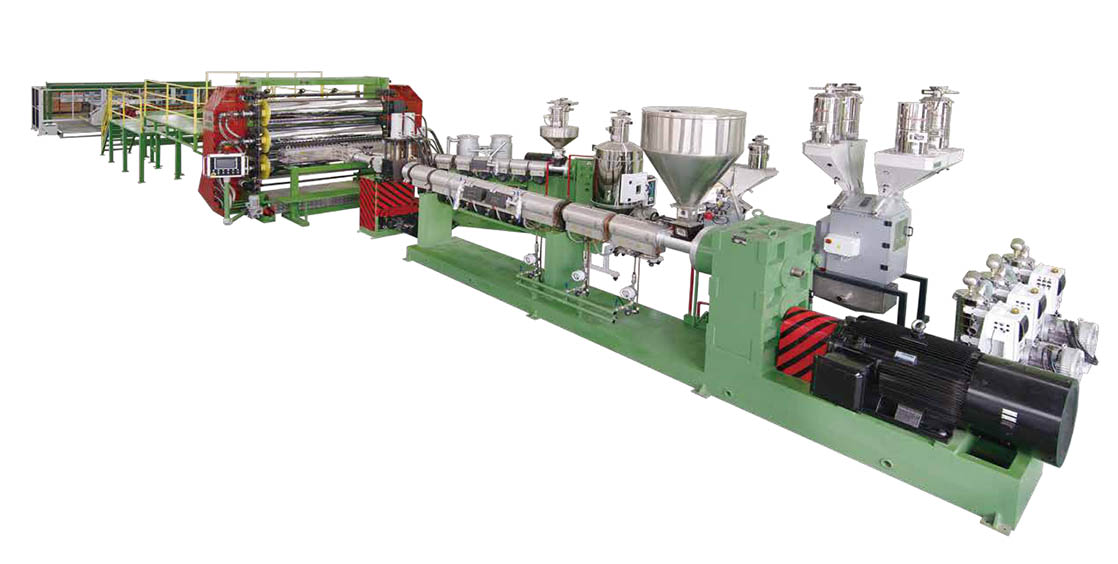
HDPE hőformázó lemez extrudáló sor
A Jwell fejlett extrudáló rendszert kínál, alkalmas alacsony MFI-vel és nagy szilárdságú HMW-HDPE anyag előállítására, a lemezeket főként autókocsi-deszka, pick-up doboz bélés, teherautó fedele, eső elleni gyártásra használják. burkolat stb. A lemezvastagság több mint 30%-kal csökkenhet, ha azonos ütőszilárdságú, ez csökkenti a gyártók gyártási költségeit. Lemezvastagság 2-12mm, szélesség 2000-3000mm.
Fő műszaki specifikáció
|
Modell |
Termék szélesség (mm) |
Termék vastagság (mm) |
Kapacitás (kg/h) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Megjegyzés: A műszaki adatok előzetes értesítés nélkül változhatnak.
Termék kép megjelenítése




Átviteli rendszer
A meghajtórendszer feladata a csavar meghajtása és a csavar által az extrudálási folyamatban szükséges nyomaték és sebesség biztosítása. Általában egy motorból, egy reduktorból és egy csapágyból áll.
Fűtő-hűtő berendezés
A fűtés és a hűtés szükséges feltételek a műanyag extrudálási folyamathoz.
1. Az extruder általában elektromos fűtést használ, amely ellenállásfűtésre és indukciós fűtésre oszlik. A fűtőlemez a testbe, a nyakba és a fejbe van beépítve. A fűtőberendezés a hengerben lévő műanyagot kívülről melegíti fel, hogy a hőmérsékletet a folyamat működéséhez szükséges hőmérséklet eléréséig növelje.
2. Az extruder hűtőberendezése úgy van beállítva, hogy a műanyag a folyamat által megkövetelt hőmérséklet-tartományban legyen. Pontosabban ki kell zárni a csavar forgása által okozott nyírósúrlódásból származó többlethőt, hogy elkerülhető legyen a hőmérséklet túl magas ahhoz, hogy a műanyag lebomlik, megperzselődjön vagy megnehezítse alakját. A hordóhűtés két típusra oszlik: vízhűtés és léghűtés. Általában a kis- és közepes méretű extruderek alkalmasabbak léghűtésre, a nagyméretűek pedig többnyire vízhűtésesek vagy kétféle hűtési móddal kombinálva.





