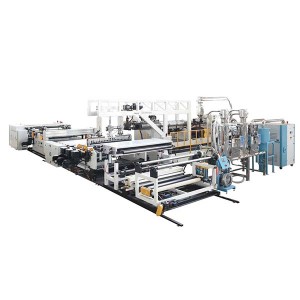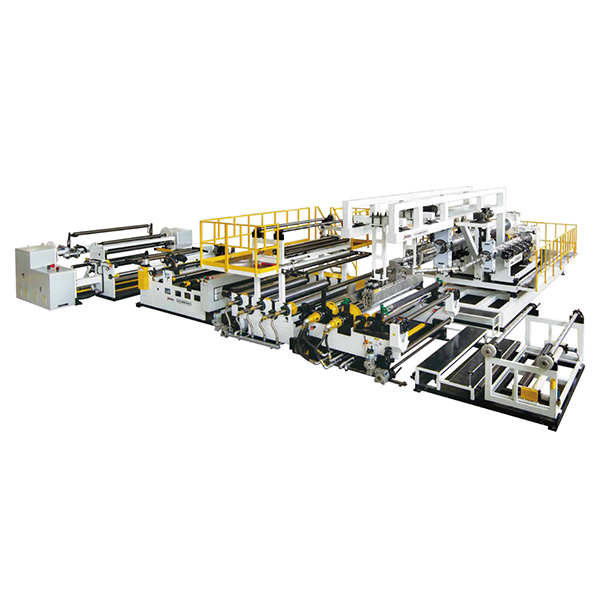


TPU magas-alacsony hőmérsékletű/nagy rugalmasságú fólia koextrudáló vonal
A gyártósor jellemzői
A különböző hőmérsékleti és keménységi tartományú TPU nyersanyagokat két vagy három extruder extrudálja egyszerre. A hagyományos kompozit eljárással összehasonlítva gazdaságosabb, környezetbarátabb és hatékonyabb a magas és alacsony hőmérsékletű vékonyrétegek offline rekombinációja.

Fő műszaki specifikáció
|
Modell |
A termékek szélessége |
A termékek vastagsága |
Kapacitás |
|
JWS90+JWS100 |
1000-2000 mm |
0,02-0,5mm |
200-250kg/h |
|
JWS90+JWS90+JWS90 |
1000-2000 mm |
0,02-0,5mm |
200-300kg/h |
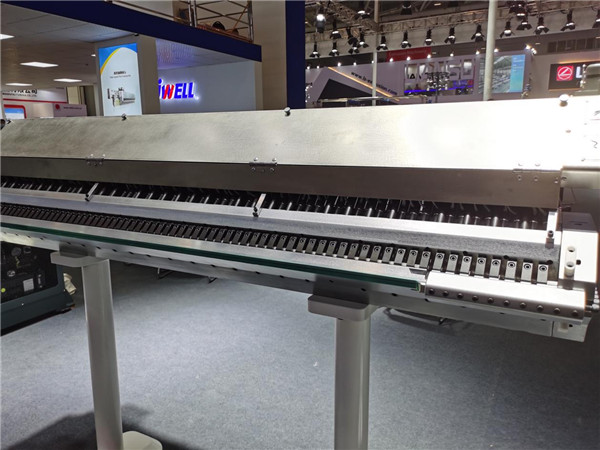
A szerszám (forma)egy kiterjesztett V alakú vízcsepp típusú áramlási csatornát alkalmaz, sönt technológiával és speciális háromszög stabilizáló szerkezettel. Kompozit réteg kialakítására és az extrudálási folyamat pontosságának javítására az „M” és „W” alakú áramlási minták hatékony kiküszöbölésére. A felső matrica ajak push-off típusú kézi finomhangolással + automatikus finomhangoló egyrészes vágó ajakkal, kézi beállítási tartomány ±1 mm, automatikus beállítási tartomány ±300 um; Az automatikus vágóajak-beállító vezérlőelemekről elmondható, hogy jelenleg nagyon fejlett, teljesen zárt hurkú vezérlőrendszert használunk, és az automatikus mérőrendszer pontosan ± 2% -ban teszi meg a termék vastagságát, az on-line vastagságmérő automatikus, folyamatos szkennelést észlel, megmutatja a nagyon a termékek valós idejű pontos vastagságtűrése. Számítógépes programon keresztül az adatok feldolgozásával, visszacsatolással a speciális vágóajka-szabályozó csavar hőtágulása felé, valamint a szerszám ajakvastagságának nyitásának megvalósítása az automatikus finomhangolás érdekében, gyors és hatékony termékvastagság precíz szabályozása. És jó a vágófej méretezhetősége, az ügyfelek igényei szerint, illesztve a különböző "belső blokkoló típusú szélességbeállító eszközhöz" vagy "a külső blokkoló típusú szélességbeállító eszközhöz", jobban kielégítjük az ügyfelek igényeit a hatékonyabb termelés érdekében.


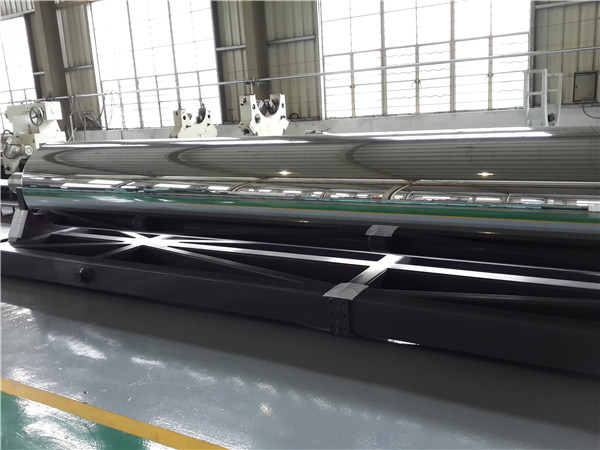
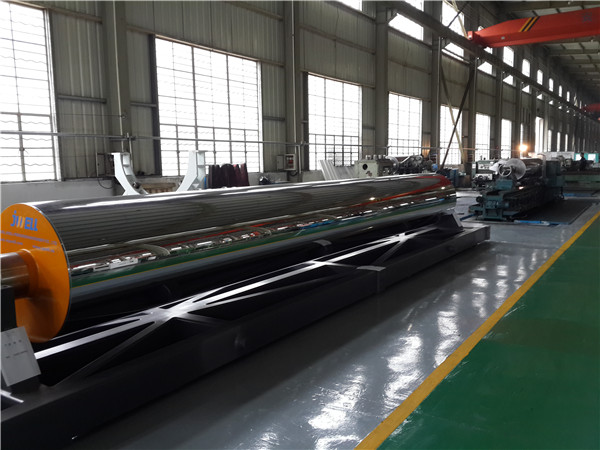
Super Mirror Roller
● A henger felületi érdességi szintje Ra0,005-0,01 μm;
● A henger hengeressége és kocentricitása ≤ 0,005 mm;
● Fokozott görgőmerevség és minimálisra csökkenti a görgőfelület hőmérsékleti eltérését speciális görgős szerkezet kialakítása.